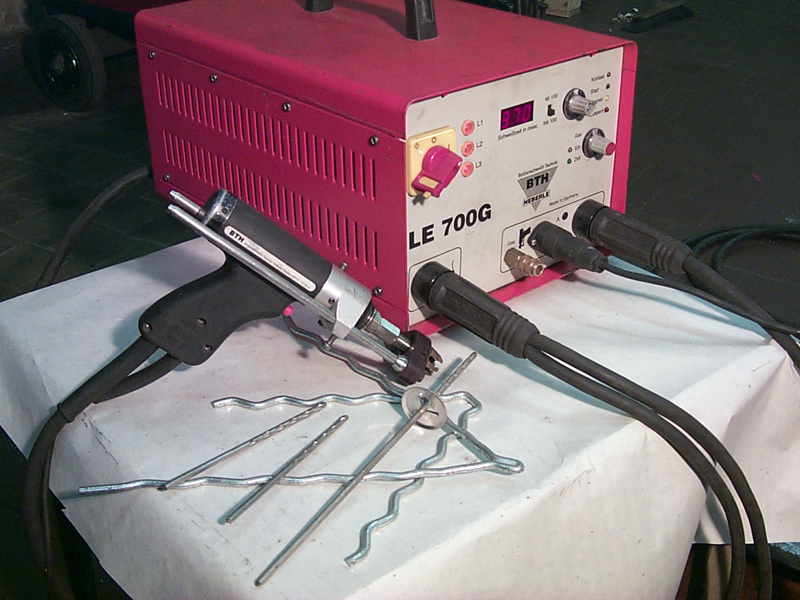
Touto metodou lze navařovat velmi rychle a celoplošně svorníky s hlavou, se závitem, nýty, kotvy atd. na plechy, trubky, profily a jiné. Jedná se o spolehlivou ,výkonnou spojovací techniku, která uživateli nabízí značnou úsporu finanční i časovou úsporu.
Výhody poloautomatického přivařování oproti ručnímu přivařování obalenou elektrodou:
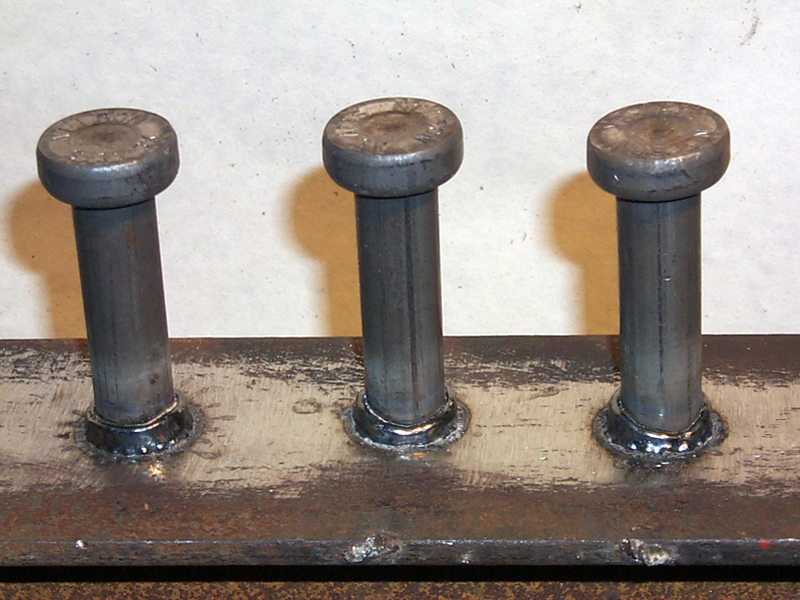
- Přivaření celého průřezu svorníku
- Snížení nákladů při provádění
- Zvýšení produktivity práce
- Vysoká kvalita svarových spojů
- Nenarušení základního materiálu v rámci tepelně ovlivněné oblasti
- Moderní technologie používána převážnou většinou zavedených firem
Technologie hrotového zážehu – kondenzátorového výboje
Svorníkové svařování s hrotovým zapalováním je moderní, racionální spojovací technika pro celou řadu průmyslových oblastí. Slouží k přivařování závitových svorníků, svorníků bez závitu, plochých elektrokontaktů, izolatérských trnů. Lze přivařovat i v materiálovém provedení ocel, nerez, mosaz a hliník. Tavná zóna u této technologie je cca 0,1mm, což umožňuje přivařování na plechy tloušťky 0,6-0,8mm. Při přivařování nedochází ke zbarvení nebo mechanickému poškození vnější strany plechu. Předností je velmi rychlé navaření svorníků a kolíků, ať už z oceli nebo barevných kovů a to od 8mm. Spoj mezi součástmi je maximálně těsný.
Technologie svařování se zdvihovým zážehem
Je to rychlý způsob navařování svorníků, čipů, spřahovacích trnů a jiných na plechy, trubky, profily apod.
Technologie zdvihového zážehu s použitím ochranné atmosféry aktivního plynu
Používá se pro přivařování svorníků se závitem i bez něj a jiných součástí v průměrovém rozsahu 2-12mm. Možné materiálové kombinace ocel, nerez a žáruvzdorná ocel.
Technologie zdvihového zážehu s užitím keramických kroužků
Používá se k přivařování spřahovacích trnů, kotev, závitových svorníků, kotlových trnů a jiných součástí v průměrovém rozsahu 2-25mm. Umožňuje rovněž přivařování svorníků a trnů speciálních tvarů. Materiálové kombinace ocel, nerez a žáruvzdorná ocel.
Technologie zdvihového zážehu s režimem krátkého času
Používá se pro přivařování svorníků se závitem i bez něj, izolatérských trnů nebo jiných součástí v průměrovém rozsahu 2-6(8)mm. Možné kombinace materiálů – ocel, nerez a žáruvzdorná ocel. Pro tuto technologii se nepoužívají keramické kroužky ani ochranná atmosféra. Používá se pro přivařování na tenké plechy od cca 0,6 – 0,8mm.
Fotogalerie






Tepelné zpracování – předehřev a žíhání
Elektroohřevy potrubí, nádrží a výsypek topnými kabely
Poloautomatické přivařování spřahovacích, kotlových trnů a svorníků
Stavba a provoz stabilních a dočasných modulárních žíhacích pecí
Opravy a servis žíhacích zařízení